
24小時免費咨詢熱線(同微信號)
24小時免費咨詢熱線(同微信號)

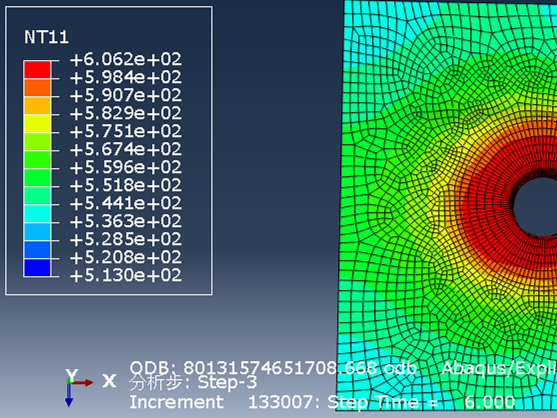
焊接溫度場實時檢測一直未能解決,這主要是溫度場檢測本身就十分困難,它存在對檢測距離、目標材料發(fā)射率等依賴性比較大的問題,而焊接過程中熱過程的瞬時性、局部性、熱源運動及熔池液體金屬激烈運動等使得焊接溫度場檢測更加困難。目前焊接過程的研究已從宏觀過程控制深入到焊接微觀質量控制中,同焊接宏觀質量控制一樣,微觀質量控制的主要困難是獲得表征這些微觀質量的傳感技術。焊接溫度場的分布,決定了焊接的熱循環(huán),在材料成分一定的情況下也決定了焊接微觀組織皮其變化,決定了焊縫及其熱影響區(qū)的宏觀性能,因此焊接溫度場能夠比較全面和深入反映焊接質量,它的實時檢測及熱循環(huán)參數的提取對實現焊接微觀質量控制具有重要的意義。

影響溫度場的因素很多,如熱源的性質和功率、被焊金屬的熱物理性質(導熱系數等)、焊接工藝參數(焊接速度、板厚、接頭形式、坡口、預熱、間隙)等。例如,與薄板相比,厚板由于散熱快而使熱影響區(qū)的寬度要小得多。
首先介紹了圖像比色法焊接溫度場實時檢測系統(tǒng)構成及檢測原理,研究了從溫度場中提取焊接熱循環(huán)參數的方法,實現了焊縫背面等溫線寬度的閉環(huán)控制并取得了良好的控制效果,這種閉環(huán)控制系統(tǒng)實際上同時解決了熱循環(huán)參數閉環(huán)控制和焊接熔透閉環(huán)控制的問題。
精科大恒

微信二維碼
微信號:13718874196Copyright © 精科大恒 備案號:冀ICP備13003902號-9
法律聲明:本站部分圖文內容取自互聯網,若侵權請聯系我們刪除停止傳播。



管理員
該內容暫無評論